Rail Flaw Detection: Critical Defects Detected by OKOSCAN 73HS System
The reliability and safety of railway operations - especially on high-speed and heavily loaded track sections - are determined by a combination of factors, among which timely detection of rail defects is one of the most critical. During operation, rails are subjected to significant dynamic loads and high stresses in the wheel-rail contact zone, leading to the development of metal contact fatigue. Even minor internal discontinuities or surface damage under such conditions can evolve into critical defects and significantly increase the risk of rail fracture. Effective non-destructive testing (rail flaw detection) of rails makes it possible to detect such hazardous flaws at early stages and prevent their progression to a critical level.
The fundamental method for early-stage rail defect detection is ultrasonic non-destructive testing (UT). Each defect type requires the use of probes (transducers) with specific ultrasonic beam entry angles, as well as one or multiple inspection modes. This necessity arises because defects differ in their location within the rail profile, orientation relative to the rail axis, depth, propagation direction, and other parameters. Accordingly, various scanning schemes and optimal ultrasonic beam entry angles are selected to ensure reliable detection.
To accomplish these tasks over extended track sections, high-speed rail inspection systems such as OKOSCAN 73HS are employed. The system is a rail flaw detector consisting of a rail inspection trolley and a hi-rail vehicle. It enables inspection of both rails at speeds of up to 40 km/h while simultaneously scanning rails at multiple angles and in different directions. This allows rail flaw detection to be carried out efficiently in accordance with the UIC 712 R (IRS 70712) defect classification of the International Union of Railways, as well as enabling detection, depth sizing, propagation direction assessment, and coordinate positioning of each defect.
OKOSCAN 73HS system can also be supplied in a combined configuration (with an eddy current testing module), enabling additional evaluation of the depth of rail head defects such as head checks (UIC code 2223), as well as the detection and recording of other types of rail head defects, including shelling (UIC code 222), wheel burns (UIC code 225), squats (UIC code 227), and others.
Let us examine in detail the defect types detected by OKOSCAN 73HS, including the mechanisms of their formation, their potential hazards, and specific diagnostic features.
-
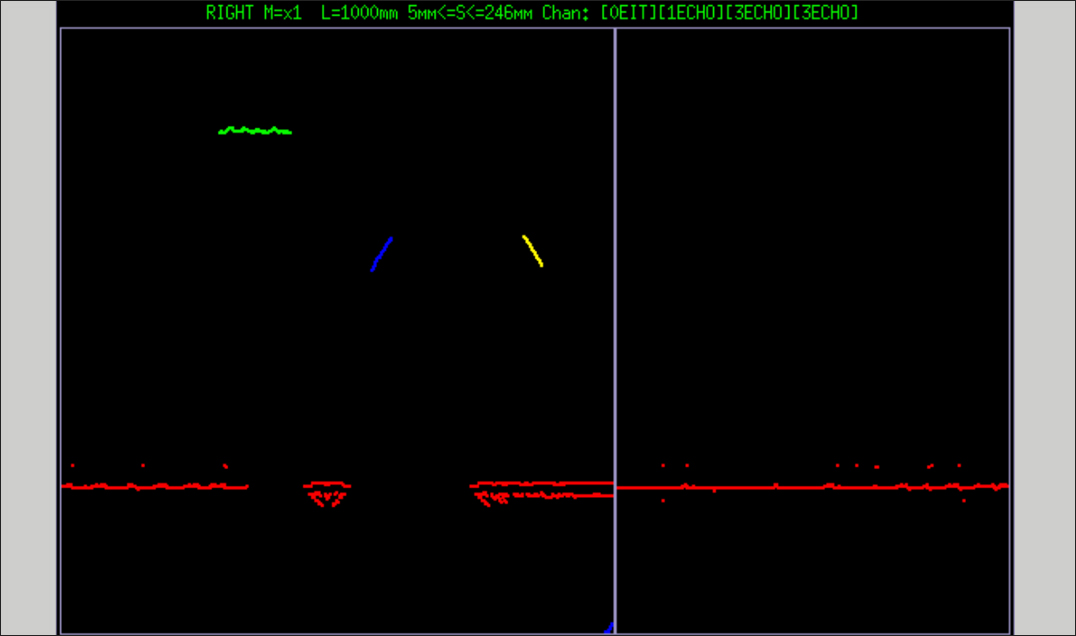
Horizontal Fatigue Cracks in the Rail Head (Codes 112, 212)
Horizontal cracks develop as a result of metal contact fatigue under cyclic loading in the wheel–rail interaction zone. Defects of this type typically occur near the running surface or at a depth of several millimeters, in areas of metallurgical structural inhomogeneity and local stress concentrations (where wheel loads are distributed unevenly).
As they propagate, horizontal cracks reduce the load-bearing capacity of the rail head and may lead to its fracture, followed by the formation of transverse fatigue cracks. This type of defect is effectively detected by straight-beam ultrasonic probes (with a 0° ultrasonic beam entry angle) using pulse-echo and mirror-shadow NDT inspection modes.
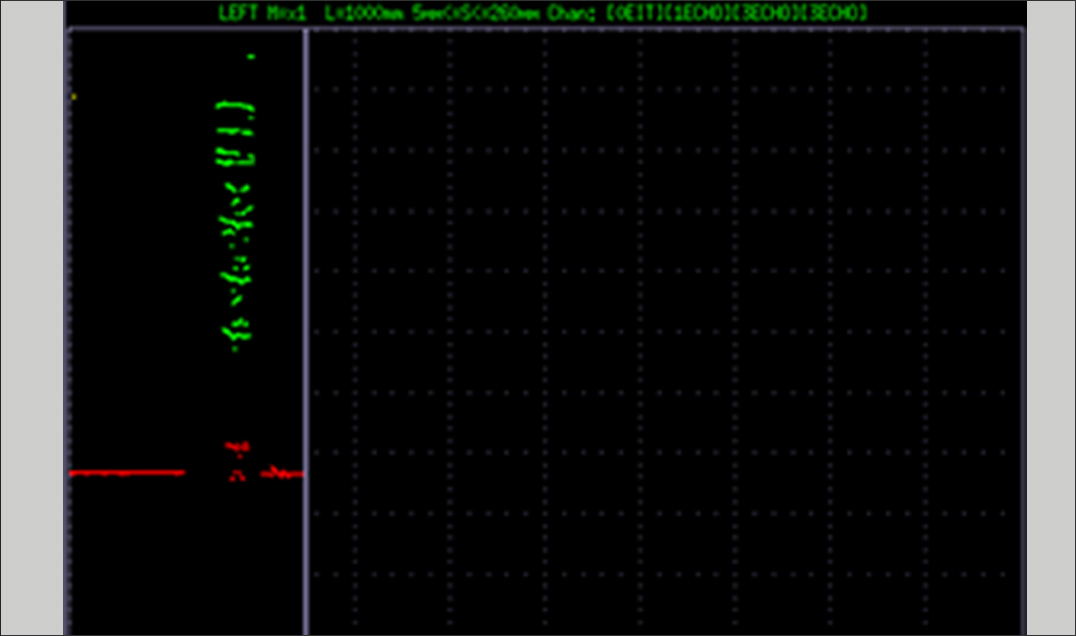
A horizontal crack (delamination) in a rail and its representation on OKOSCAN 73HS display (B-scan).
-
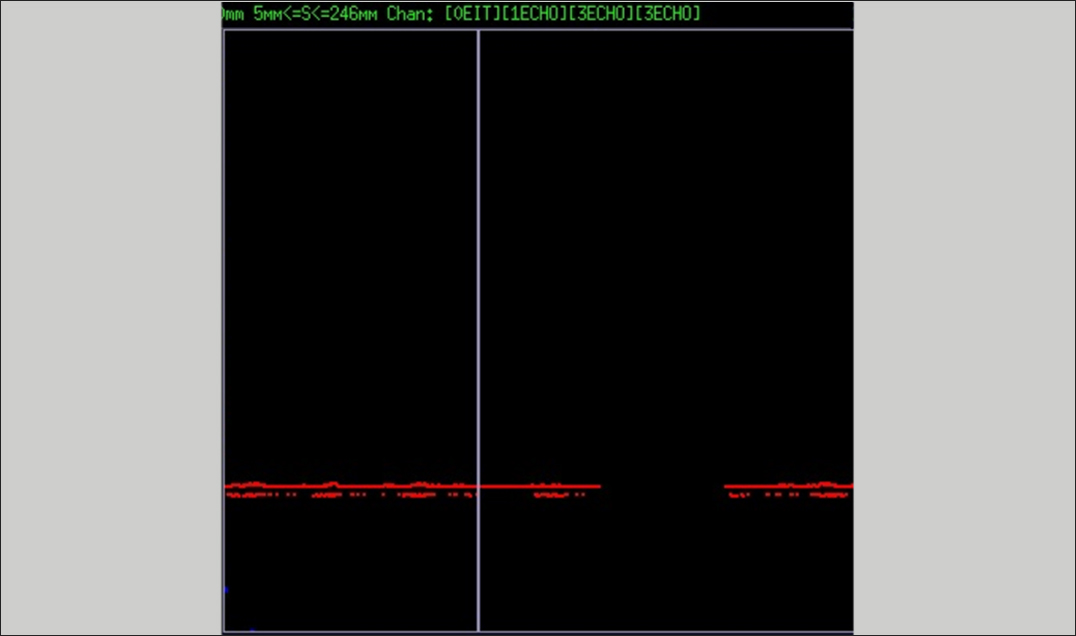
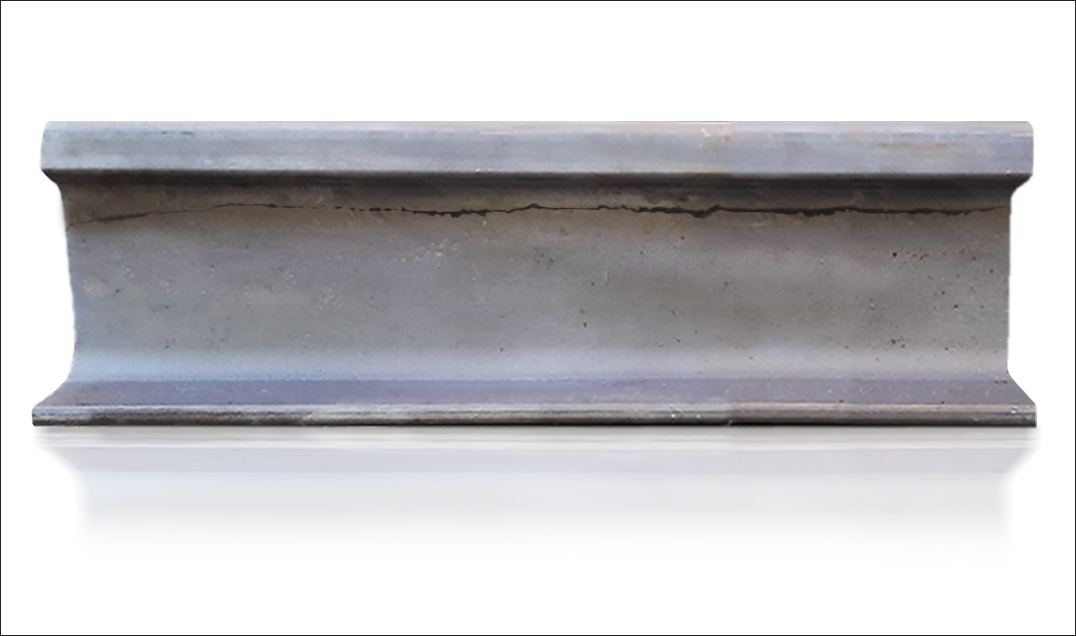
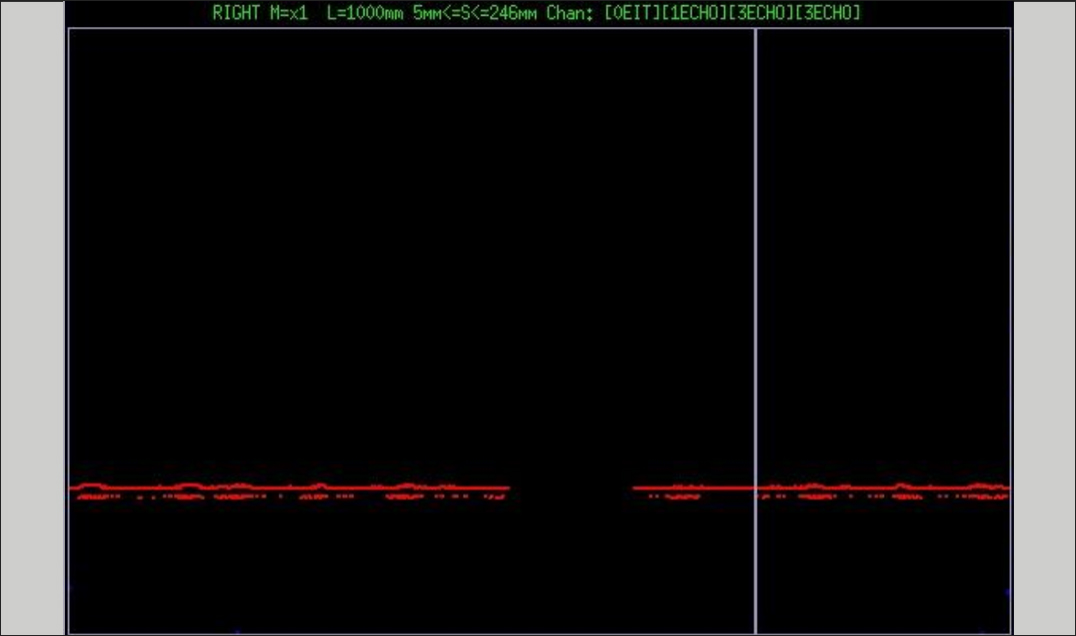
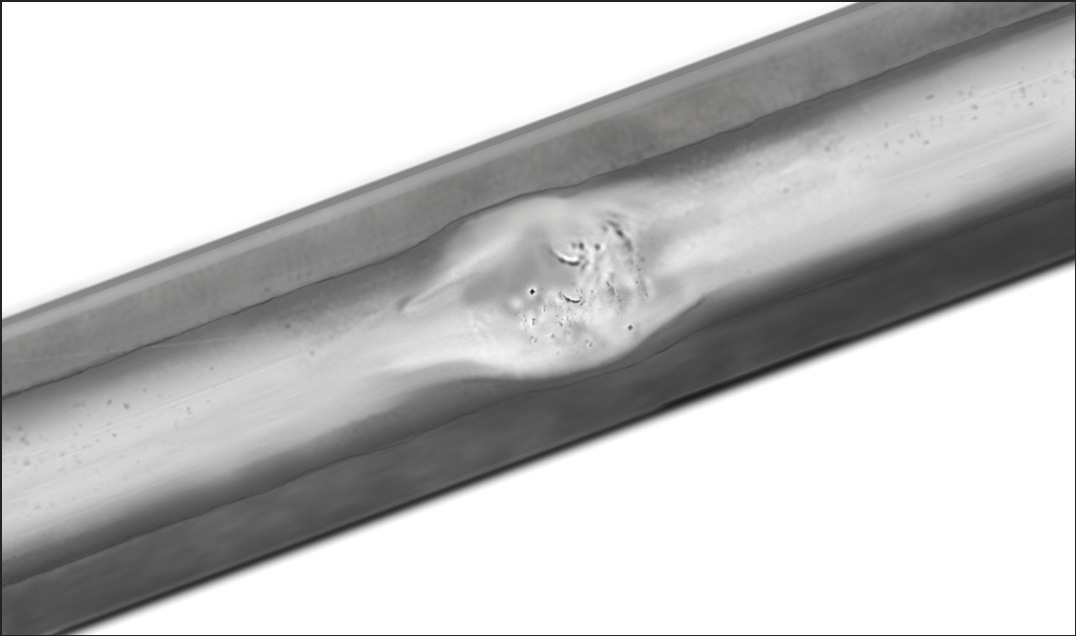
Horizontal Fatigue Cracks in the Rail Web within the Weld Joint Zone (Codes 412, 422, 432)
Horizontal cracks in the rail web within the weld joint zone develop as a result of fatigue processes in the heat-affected zone (HAZ) of the weld - the area adjacent to the weld that was exposed to intense heating during welding and consequently experienced changes in its material properties. The formation of horizontal cracks in the rail web is also promoted by residual stresses and microstructural inhomogeneity of the metal.
As the crack propagates, the effective load-bearing cross-section of the rail web decreases, causing the rail to lose its structural strength margin and potentially fracture suddenly without visible external signs. Such defects are particularly dangerous due to stress concentration in welded joints, where loads are distributed unevenly and stress levels are initially higher than along the rest of the rail length.
At early stages, cracks of this type are reliably detected by the OKOSCAN 73HS System and other rail flaw detectors manufactured by OKOndt GROUP equipped with straight-beam ultrasonic probes (0°) operating in pulse-echo and mirror-shadow inspection modes. In cases where the crack propagates diagonally, probes with a 40° beam entry angle are additionally used in pulse-echo mode for reliable detection and accurate characterization of defect parameters.

A horizontal crack in the rail web within the weld joint zone and its representation on B-scan display
-
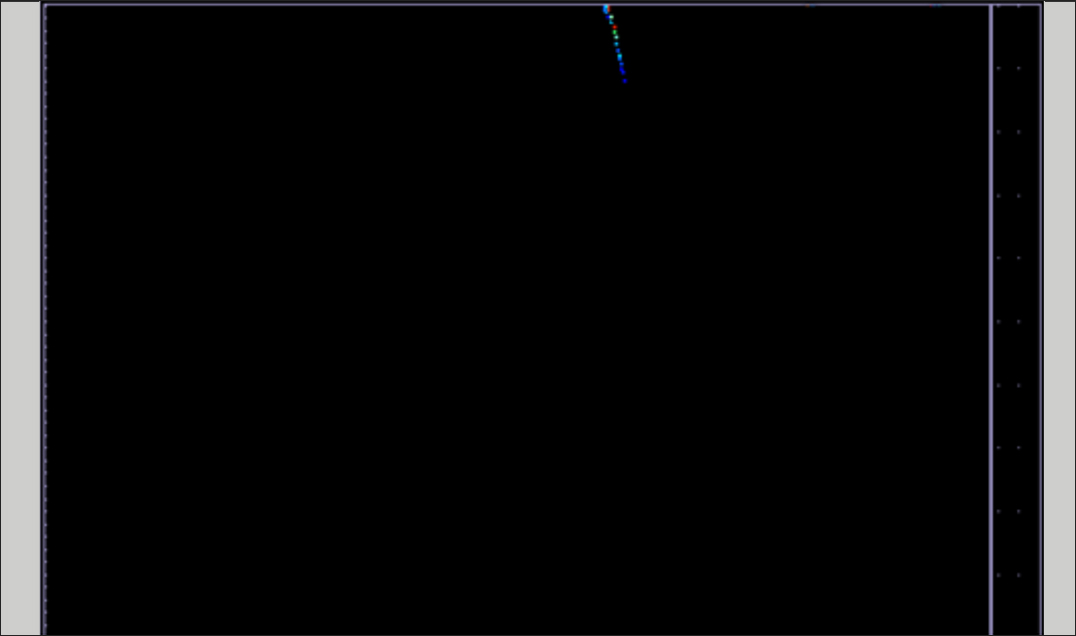
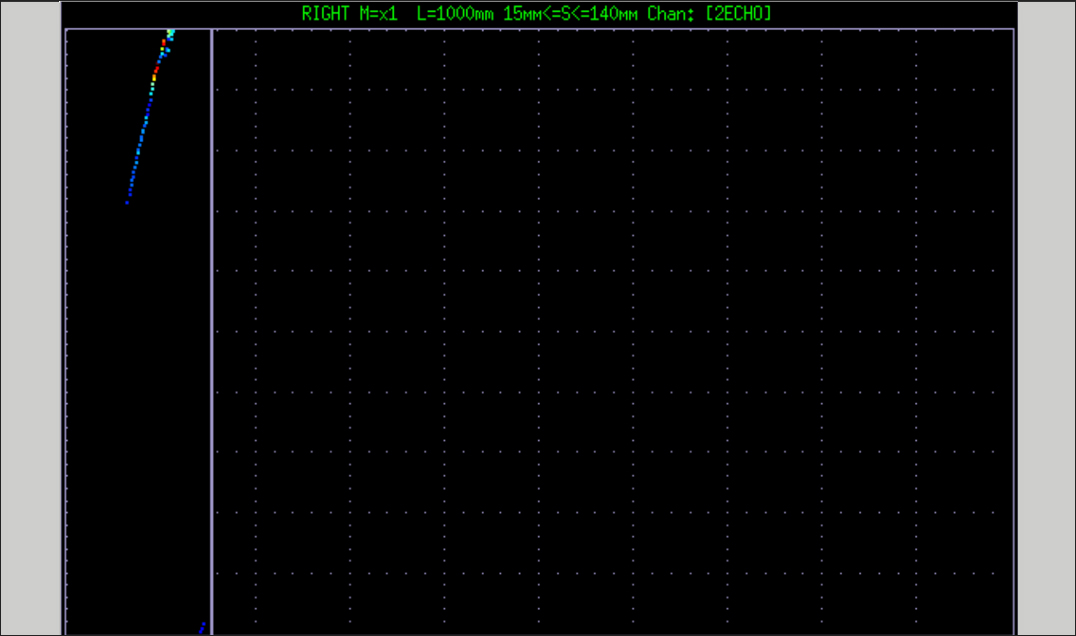
Vertical Fatigue Cracks in the Rail Head (Codes 113, 213)
Vertical cracks in the rail head develop as a result of intensive wear, work hardening (strengthening and loss of ductility of the surface layer under repeated loading), and the progression of metal contact fatigue. They may originate as microcracks within the zone of maximum wheel-rail interaction where the metal is continuously subjected to high stresses.
The hazard of such defects lies in their orientation: a vertical crack propagates along the longitudinal axis of the rail, which makes it more difficult to detect at early stages using standard scanning schemes. At advanced stages of propagation, it can lead to rail head fracture.
For detection of this defect type, the mirror-shadow inspection mode using straight-beam ultrasonic probes (0°) is the most informative.
The orientation of a vertical crack along the rail axis often manifests itself as a reduction in backwall echo amplitude. Since a similar effect may also occur due to poor acoustic coupling, defect confirmation in the OKOSCAN 73HS System is ensured by duplication of straight-beam probes. This approach reduces false indications and improves the reliability of ultrasonic rail flaw detection.
A vertical crack in the rail head and its representation on OKOSCAN 73HS display
-
Running Surface Delamination (Shelling) of the Rail Head (Codes 122, 2221, 472)
Shelling develops as a result of contact fatigue of the rail metal surface layer in the wheel-rail interaction zone. Under repeated loading, a network of microcracks forms in the upper layer of the rail head; these cracks gradually merge and lead to flake-like spalling of the metal. The running surface acquires a characteristic layered appearance with areas of material chipping.
At early stages, shelling may appear as localized surface damage; however, its progression creates conditions for the formation of deeper fatigue cracks. Simultaneously, the running surface geometry deteriorates, wheel-rail interaction worsens, and dynamic loads increase, accelerating further metal degradation.
This type of defect is detected by rail flaw detectors equipped with straight-beam ultrasonic probes (0°) operating in pulse-echo and mirror-shadow inspection modes, enabling detection of both surface delamination and associated internal flaws.

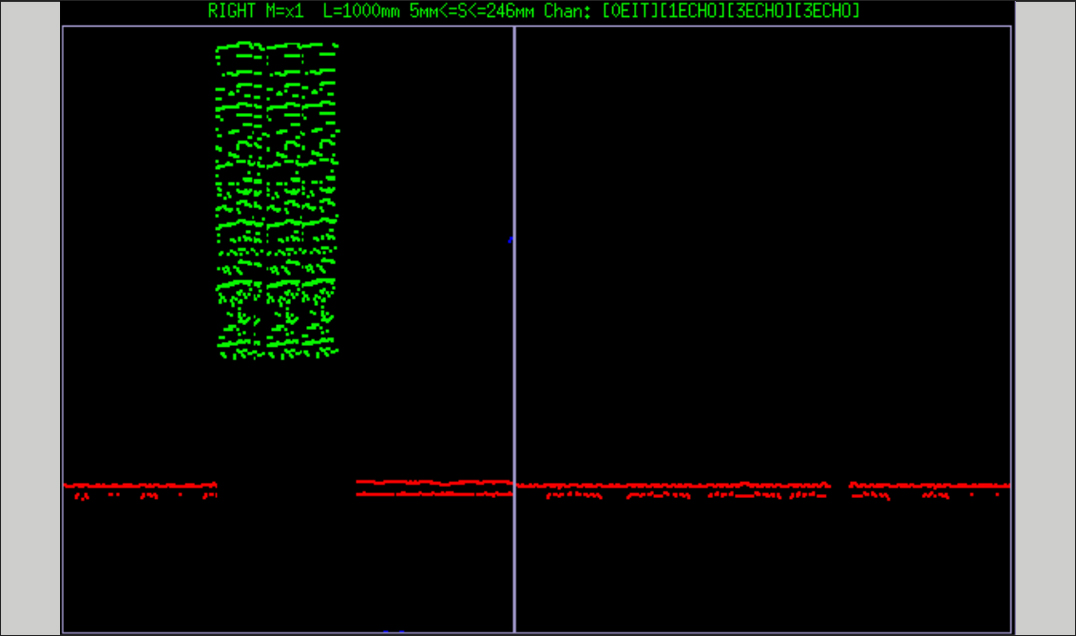
Shelling of the running surface and its representation on B-scan display
-
Rail Fillet Cracks (Codes 1321, 1322, 2321, 2322)
Cracks in rail fillets (the rounded transitions between the rail head, web, and foot) develop due to stress concentration caused by vertical and bending loads during rolling stock passage. This process is also promoted by manufacturing-related factors, including metallurgical structural inhomogeneity, residual stresses after heat treatment, and rail profile geometry deviations (insufficient fillet radius or micro-irregularities).
The primary hazard of fillet cracks lies in their ability to propagate without visible external indications. As the crack grows deeper, the structural strength of the entire rail profile progressively decreases, which at a critical stage may result in transverse rail fracture.
Defects of this type are effectively detected during ultrasonic rail testing using rail flaw detectors equipped with straight-beam ultrasonic transducers operating in both pulse-echo and mirror-shadow inspection modes, allowing early-stage detection.

A rail fillet crack and its representation on B-scan display
-
Rail Piping (Codes 133, 233, 253)
Longitudinal vertical cracks inside the rail head or rail web (piping) are primarily formed due to rolling defects, metallurgical structural inhomogeneity, or the presence of residual stresses. Unlike service-induced fatigue damage, this defect type often originates from manufacturing processes.

Cracks of this type are oriented along the longitudinal axis of the rail and can propagate over considerable lengths. Their danger lies in the fact that, in the absence of pronounced external indications, they may remain hidden for a long time and be detected only during visual inspection at advanced stages or after rail failure.
Detection of rail piping using straight-beam ultrasonic probes in pulse-echo inspection mode is virtually impossible due to defect orientation. Effective detection is achieved in mirror-shadow mode using straight-beam probes (0°), as well as in pulse-echo mode using angle-beam probes (with a 40° ultrasonic beam entry angle).
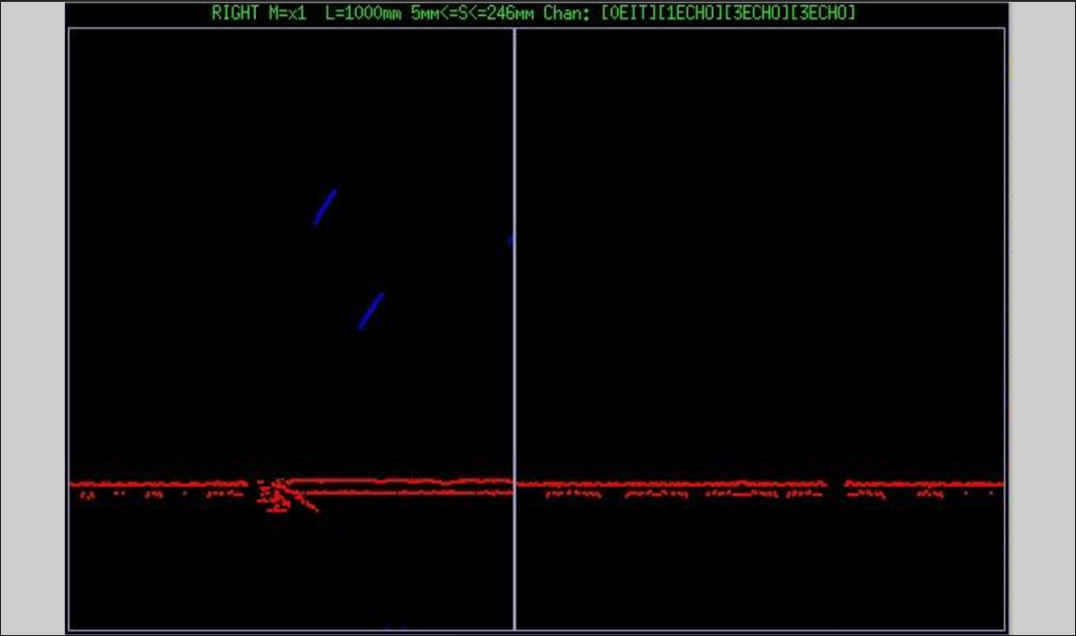
Rail Web Piping and its representation on B-scan display
-
Ultrasonic Inspection in the Rail Hole Zone (Codes 135, 235, 236)
Around holes made for fishplates and bolted connections, the stress distribution in the rail metal changes. Under repeated service loads, these areas experience elevated stresses, promoting the development of fatigue cracks. As they propagate, such cracks can lead to fracture at the rail end (the most heavily loaded part of the joint) or extend deeper into the rail profile.
Cracks of types 135 and 235 are detected using straight and angle-beam probes (with a 40° ultrasonic beam entry angle) in pulse-echo inspection mode. Rail defects of type 236 are additionally detected with the same straight ultrasonic probes but in mirror-shadow inspection mode.
-
Transverse Fatigue Cracks in the Rail Head (Codes 211, 411, 421, 431, 471)
Under variable dynamic loads on the running surface of the rail head and at welded joints, the most dangerous critical defects - transverse fatigue cracks - can form. This defect type gradually reduces the effective cross-sectional area of the rail profile, and consequently its load-bearing capacity, directly increasing the risk of sudden rail fracture.
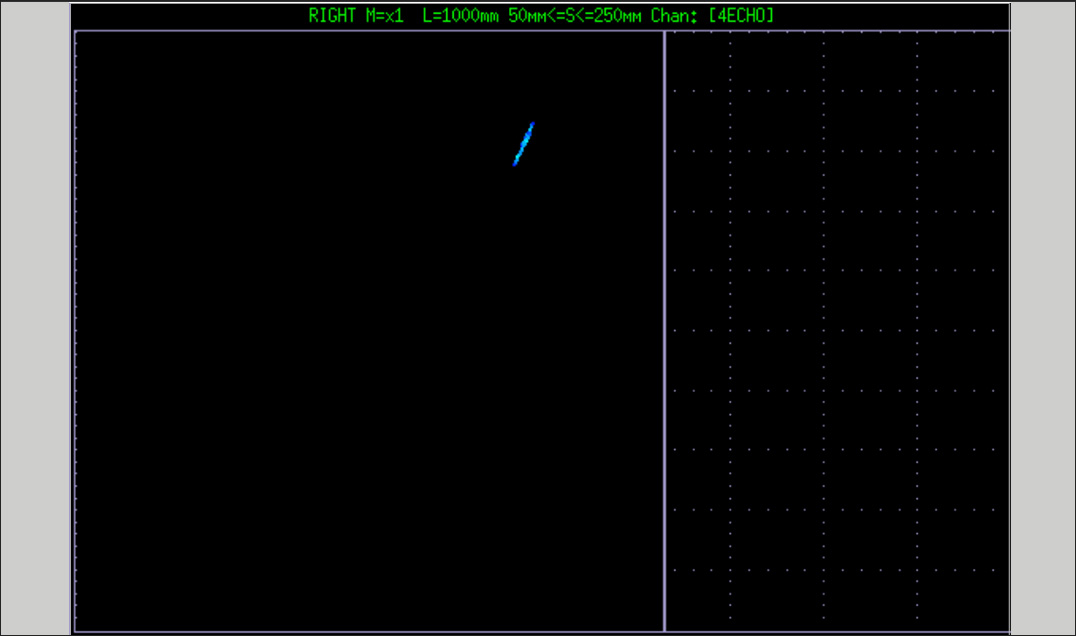
Detection of transverse rail cracks during ultrasonic rail flaw detection is carried out using angle-beam transducers (with a 70° ultrasonic beam entry angle) in pulse-echo inspection mode.

A Transverse Crack in the rail read and its representation on B-scan
-
Rail Head Cracking - Head Checking (Code 2223)
Surface cracking (quench cracks, also known as head checking) develops on the running angle of the rail head due to contact fatigue, particularly on curved track sections where elevated lateral loads occur. At early stages, the defect appears as a network of fine surface cracks, which over time may merge and contribute to shelling and deeper metal damage in the rail.
Head checking is effectively detected at early stages using eddy current probes, after which OKOSCAN 73HS software is used to assess the depth of surface damage. At later stages, this rail defect can also be identified via ultrasonic flaw detection using angle-beam probes with a 70° ultrasonic beam entry angle.

Head checking of the rail head and its representation on B-scan
-
Squats - Local Depressions on the Rail Running Surface (Code 227)
Squats are localized defects (settlements or depressions) on the running surface of the rail head. They develop under dynamic impacts and contact fatigue. In the squat zone, a depression forms with a developing network of cracks propagating into the metal. Accumulation of moisture and debris in these areas accelerates corrosion processes and promotes further crack growth and potential transverse rail fracture.
Rail head squat
Squats are detected using rail ultrasonic flaw detectors with angle-beam probes (70°) in pulse-echo inspection mode, straight-beam probes (0°) in mirror-shadow inspection mode, as well as by eddy current rail flaw detection method.
-
Cracks Beneath Electrical Connections (Code 481)
In the zone of electrical connection attachment, the rail is subjected to localized heating, which induces thermal stresses and alters the metal structure. During prolonged service, this can be a reason for damage or fracture of the rail head in the cable connection zone.
Depending on the crack orientation, detection is performed using ultrasonic probes with beam entry angles of 0°, 40°, or 70°.

A crack in the rail at the cable connection zone and its representation on B-scan
-
Rail Foot Corrosion (Code 254.2)
Prolonged exposure to moisture, salts, contaminants, and constant contact with ballast leads to corrosion processes in the rail foot. Gradual metal degradation reduces the effective cross-sectional area of the profile and lowers the rail’s load-bearing capacity.
Detection, depth assessment, and extent evaluation of this defect are performed using an angle-beam probe (40°) in pulse-echo inspection mode.


Rail foot corrosion and its representation on B-scan
Comprehensive Non-Destructive Rail Testing as a Tool for Fracture Prevention
OKOSCAN 73HS system provides effective rail flaw detection, identifying critical defects using multiple non-destructive testing methods. Integration of several ultrasonic inspection modes, straight and angle-beam probes, and advanced signal processing algorithms enables determination of defect orientation and depth, as well as evaluation of defect parameters and coordinates.
The use of high-speed inspection systems with flaw-detection trolleys, such as OKOSCAN 73HS, reduces the likelihood of missing critical rail defects, directly enhancing railway operational safety and the efficiency of rail maintenance.